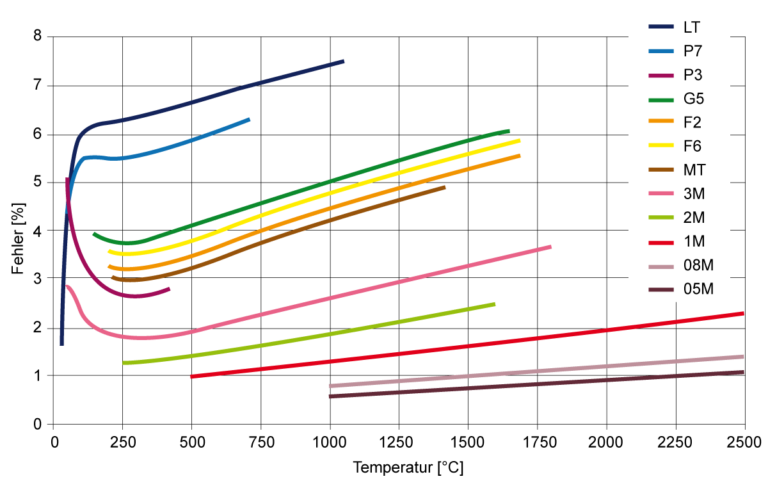
Measuring error in the case of emissivity wrongly adjusted by 10% as a function of the wavelength and object temperature (LT: 8 – 14 μm; P7: 7.9 μm; P3: 3.43 μm; G5: 5 μm; MT: 3.9 μm; F2: 4.24 μm; F6: 4.64 μm; 3M: 2.3 μm; 2M: 1.6 μm; 1M: 1.0 μm; 08M: 800 nm; 05M: 525 nm)