











Industries | Measuring Temperatures on Metal
Surveillance and Security
In the production as well as in the processing of metal, the monitoring of the temperature with non-contact sensors does not only help in the surveillance and optimization of the procedure, at temperatures of up to 3,000 °C, it also improves workplace security.
Continous temperature monitoring is a key factor in the rolling mill, within the induction hardening or die forming process. For these purposes, Optris has developed infrared measurement devices that are especially suited for high temperatures and rough environment of the metal industry, since non-contact temperature measurement on metal is not quite as easy, as our technicle article Non-contact temperature measurement on metal surfaces via infrared technology demonstrates.
Emissivity and Temperature Measurement of Metals
Emissivity is a major factor in the accurate measurement of temperatures. It must be adjusted according to the application.
Emissivity theoretically depends on the material, its surface quality, the temperature, the wavelength, the measuring angle and, in some cases, even the applied measuring configu-ration. Many non-metallic surfaces to be measured have a constant emissivity with regard to wavelength but emit less radiation than black bodies. They are called gray bodies.
Objects whose emissivity depends, amongst other things, on temperature and wavelength, e.g. metallic surfaces, are called selective radiators.
The Optimal Wave Range
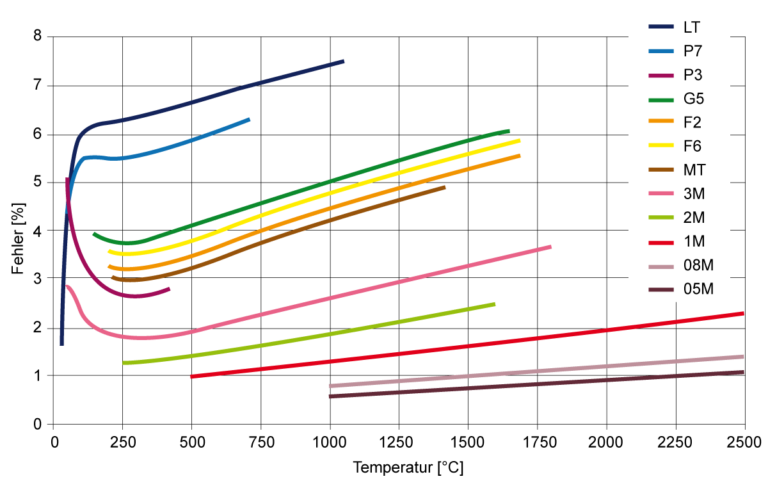
There are several important reasons why the measurement of metals should, if possible, always be done in the short-wave range. Firstly, at high temperatures and short measuring wavelengths (2.3 μm; 1.6 μm; 1.0 μm), metal surfaces do not just have the highest radiation intensity, they also have the highest emissivity.
Secondly, in this range they equal the emissivity of metal oxides so that temperature deviations caused by changing emissivities are minimized.
Metal Applications

Rolling Mill
In the manufacturing of semi-finished products the slabs are cooled from around 1250 °C in racks. For quality assurance and process optimization the forming temperature is measured between the individual rollers.

Induction Hardening
In (partial) induction hardening an area is brought to a required hard-ness temperature and subsequently quenched. For this process it is extremely important to adhere to an optimum time/temperature profile in order to achieve the desired structural composition of the metal.

Deep Drawing Processes
For stable process control when deep drawing, the die and sheet metal temperatures need to be measured permanently.

Temperature Monitoring in the Casting Process
Thanks to improved efficiency the demands on continuous casting lines are also increasing. This necessitates extensive process monitoring measures, especially where temperature measurement is concerned: the technology has become cheaper with increased levels of precision. For the operators the investment is worthwhile, as costly aborted pours can be avoided at the point of origin.

Preventing Aborted Pours Continuous Casting Plants
Within induction hardening processes, the adherence to an optimum temperature-time profile is essential in order to achieve the desired microstructure of the metal. The process temperature lies between 700 and 1100°C and it is recommended to use an online pyrometer for permanent temperature monitoring and/or a handheld for sporadic measurements.

Ensuring the Monitoring of Materials
The manufacturing of metal products is almost exclusively automated because of the high process temperatures. Here, the precise assessment of the workpieces out of the mold is very important for the monitoring of the materials or reject control.
Slag Detection
In the manufacturing of metals, slag – a non-metallic smelting residue – is a by-product of various processes. To increase the quality of the end product the amount of slag needs to be kept as low as possible.

Optimization of the Galvanization Process
Products are often coated with metals, for example with copper and nickel, to increase their strength. The objects to be coated are brought to the desired temperature in front of the galvanizing bath to optimize the electrochemical reaction.

Induction Welding Processes
In the manufacturing of induction welded joints, in pipes for example, the quality needs to be assured. For this purpose the temperature of the rims is recorded after the inductor and before the squeeze rollers, with the process controlled in this manner.

Vessels Safety
Steel needs to be transported in various vessels including torpedo wagons, slag ladle cars and smelting ladles. Even if the wagons and ladles are equipped with fireproof materials, breaches may result due to the 1500 °C hot steel. This presents a danger to both the stock and personnel which could result in millions of euro in damages.
To prevent any such breaches the vessels are monitored with thermal imaging cameras and protected via recognition of temperature differences.
Drop Forging Processes
In die forging the semi-finished products need to reach a particular forging temperature before forming. To get the best possible production results the surface temperature of the material is monitored accordingly. The same goes for the forging after forming or before storing.
More Industries
Contact for Advice and Sales Worldwide
We offer comprehensive advice for your individual applications
Our experienced application engineers ensure competent and reliable customer service in the field. In addition, Optris works closely with numerous distribution partners worldwide.
International
Ferdinand-Buisson-Str. 14
13127 Berlin, Germany
Phone: +49 30 500 197-0
E-Mail: sales@optris.com
Internet: www.optris.com
Managing Director:
Dr.-Ing. Ulrich Kienitz
