











Metal | Efficient Induction Hardening
Task
In (partial) induction hardening an area is brought to a required hardness temperature and subsequently quenched. For this process it is extremely important to adhere to an optimum time/temperature profile in order to achieve the desired structural composition of the metal.
Process temperature: 700 °C to 1,100 °C
Targeted Heat Treatment
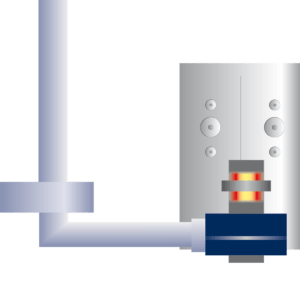
Heat treatment in metal processing has taken on an important role these days. Through targeted heat treatment of metals, properties such as corrosion resistance, magnetism, hardness, ductility, wear resistance and fracture behavior can be influenced. One version of heat treatment is induction hardening. Here a component is placed in a strong alternating field, which causes it to be heated, following which it can be ‘frozen’ in the desired structure.
By controlling the frequency it is possible to adjust the local penetration depth of heat into the material, thereby treating specific areas of the component. The desired material structure of the metal depends on optimum temperature-time profile. For this reason it is necessary to permanently monitor the temperature.Due to the strong electromagnetic fields, the CT laser 1M, 2M or 3M are particularly suitable, since the electronic equipment is removed from the measuring head and can therefore be well protected against the radiation.
This Might Interest You
Recommended Device
Application Story
Metal Applications
Contact for Advice and Sales Worldwide
We offer comprehensive advice for your individual applications
Our experienced application engineers ensure competent and reliable customer service in the field. In addition, Optris works closely with numerous distribution partners worldwide.
International
Ferdinand-Buisson-Str. 14
13127 Berlin, Germany
Phone: +49 30 500 197-0
E-Mail: sales@optris.com
Internet: www.optris.com
Managing Director:
Dr.-Ing. Ulrich Kienitz
