











Industrias | Control de la temperatura en la transformación de plásticos
Herramientas de alta calidad para resultados ideales
La industria del plástico plantea un reto para la medición de temperatura sin contacto. A lo largo de las respectivas etapas del proceso de fabricación, por ejemplo en los procesos de moldeo por inyección o termoformado, es preciso controlar y analizar varios rangos de temperatura diferentes para garantizar un alto nivel de calidad del producto plástico. Para responder a estas expectativas, Optris ha desarrollado dispositivos de medición por infrarrojos específicos para la vigilancia de la temperatura en la transformación de plásticos.
Los siguientes artículos y nuestro folleto Medición de temperatura sin contacto en la industria del plástico le presentarán varios ejemplos de aplicación, en los que los termómetros optris y las cámaras de infrarrojos se utilizan con éxito. Si falta su aplicación, utilice nuestro selector de pirómetros para encontrar el dispositivo adecuado a sus necesidades o póngase en contacto con nuestros ingenieros de aplicaciones.
Estás viendo un contenido de marcador de posición de YouTube. Para acceder al contenido real, haz clic en el siguiente botón. Ten en cuenta que al hacerlo compartirás datos con terceros proveedores.
Más informaciónEmisividad y medición de la temperatura de los plásticos
La emisividad es un factor clave en la medición precisa de las temperaturas. Depende de diversas influencias y debe ajustarse en función de la aplicación.
La emisividad depende teóricamente del material, de la calidad de su superficie, de la longitud de onda, del ángulo de medición y, en algunos casos, incluso de la configuración de medición aplicada. Los plásticos con un grosor de> 0,4 mm y las películas pigmentadas pueden medirse muy fácilmente en el rango espectral IR de onda larga (8-14 μm) con emisividades de ≥ 0,9.
Sin embargo, las películas de plástico muy finas son transparentes en este rango espectral, lo que significa que la medición de la temperatura sólo es posible con la ayuda de bandas de absorción específicas del material en el espectro IR a través de sensores IR sensibles de banda estrecha. El polietileno, el polipropileno, el nailon y el poliestireno, por ejemplo, son opacos al IR a 3,43 μm; para el poliéster, el poliuretano, el teflón, el FEP y la poliamida, en cambio, es de 7,9 μm.
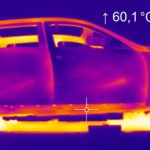
Escaneado lineal con cámara de infrarrojos compacta para películas de plástico gruesas
Los transformadores de plásticos fabrican una amplia gama de productos de distintas dimensiones, grosores, texturas, colores y estampados. En este caso, la fabricación está sometida a numerosos procesos térmicos que deben controlarse de forma continua y rigurosa en diversos puntos críticos.
Para garantizar la calidad, se requiere un alto nivel de homogeneidad de la temperatura, que se comprueba en varias fases, incluso durante el termoformado y en la zona de la calandra, mediante un escaneado de líneas.
Cuando se utiliza una cámara de infrarrojos como escáner de líneas, se selecciona una línea arbitraria del conjunto de detectores. Además de la construcción compacta y el precio más bajo, hay dos ventajas significativas: la línea a escanear se puede colocar en cualquier lugar utilizando el software y el usuario recibe una imagen IR completa casi como información adicional – estas son ventajas importantes, especialmente durante la configuración del sistema.
Medición precisa de múltiples puntos
Las cámaras pueden medir con precisión las temperaturas superficiales de objetos de medición en movimiento utilizando aperturas mínimas. Esta función es especialmente importante en la industria del plástico, ya que la homogeneidad de la temperatura de las láminas influye directamente en la calidad del producto final. Durante el proceso de producción, las temperaturas se miden en consecuencia en muchos puntos y es posible intervenir en el proceso, cuando sea necesario, si se producen desviaciones en las temperaturas de consigna.
La optris PI 640, en combinación con el objetivo de 90°, permite un escaneado lineal de alta resolución con hasta 800 píxeles y un ángulo de escaneado máximo de 111° con el uso de la dimensión diagonal.
Aplicaciones plásticas

Extrusión de láminas y películas planas
En la extrusión de láminas y películas planas, la masa fundida se prensa a través de una matriz de ranura ancha y se sigue procesando con una calandra. En este proceso, la película se enfría gradualmente. Los sensores infrarrojos miden la temperatura de la película en varios puntos, controlando así el proceso. Las cámaras de infrarrojos también permiten detectar grietas y defectos superficiales.

Moldeo rotacional
En el temple por inducción (parcial) se lleva una zona a una temperatura de dureza requerida y posteriormente se enfría. Para este proceso es sumamente importante respetar un perfil óptimo de tiempo/temperatura a fin de lograr la composición estructural deseada del metal.

Moldeo por Inyección
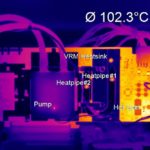
El moldeo por inyección es el proceso de producción más habitual en la fabricación de molduras a partir de polímeros termoplásticos. Se utiliza sobre todo en la producción en serie intermitente de molduras complejas en las que el tamaño de las piezas va desde el más pequeño de los engranajes hasta grandes contenedores.

Extrusión de película soplada
De forma similar al moldeo por inyección, la masa fundida se empuja fuera de la extrusora, pero en este caso no dentro de una matriz, sino a través de una matriz con una boquilla anular. El tubo de película resultante se estira verticalmente y se infla en el proceso. Durante este proceso se utiliza aire para enfriar el tubo tanto por dentro como por fuera.

Termoformado
Para evitar quemaduras locales y la formación de grietas, es importante mantener una temperatura uniforme del material durante los procesos de termoformado. Las cámaras termográficas se utilizan para retrazar el régimen de temperatura de los equipos. Los pirómetros de medición puntual se encargan del control de la temperatura durante la producción mediante la supervisión de puntos de medición definidos.

Inyección Estirado Soplo Moldeo
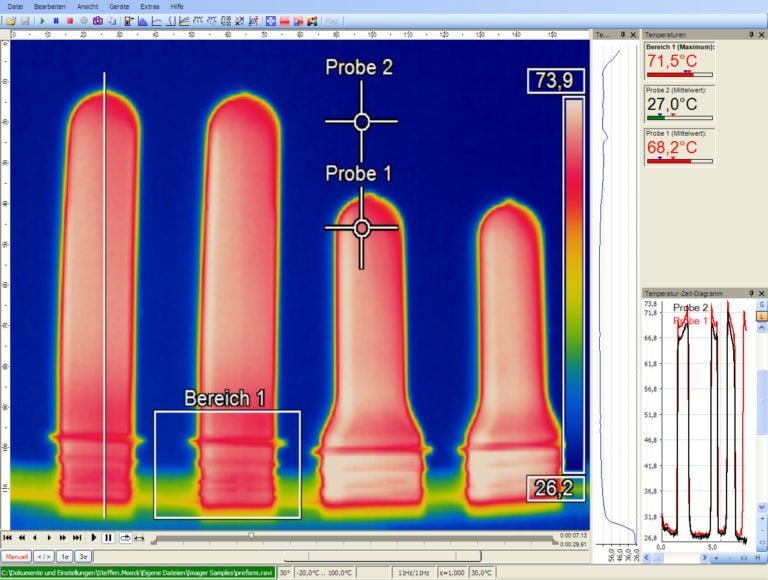
El proceso de soplado de inyección es muy común para la producción de botellas de PET. Aquí, la preforma de PET (moldeo por inyección) se calienta y se presiona por medio de aire comprimido en la forma deseada de la botella. Para controlar la temperatura de la preforma en distintos puntos, se recomiendan pirómetros rápidos de medición puntual (tiempo de respuesta de 6 ms) o la cámara termográfica rápida (frecuencia de 100 Hz).
Más industrias
Contacto para asesoramiento y ventas en todo el mundo
Le ofrecemos asesoramiento completo para sus aplicaciones individuales
Nuestros experimentados ingenieros de aplicaciones garantizan un servicio al cliente competente y fiable sobre el terreno. Además, Optris colabora estrechamente con numerosos socios distribuidores de todo el mundo.
Internacional
Ferdinand-Buisson-Str. 14
13127 Berlin, Germany
Phone: +49 30 500 197-0
E-Mail: sales@optris.com
Internet: www.optris.com
Director General:
Dr.-Ing. Ulrich Kienitz
