











Using pyrometers to make high quality parts - temperature controlled with pinpoint accuracy
Plastic parts are incredibly important in many different industries. New manufacturing techniques and combinations of materials are being developed all the time, particularly for demanding application areas such as automotive engineering. Continuous fiber-reinforced thermoplastics, which are extremely strong but very lightweight at the same time, are a typical example of this kind of innovation.
Automotive engineering is one field that offers a variety of possible applications for continuous fiber-reinforced thermoplastics. Components made from this material have high mechanical properties and can have complex geometries, but are still lightweight. Injection molding technology gives manufacturers great scope to design workpieces in exactly the shape they need, made from exactly the materials they want. It is even possible to incorporate metal parts into such components. At the same time, this technology allows for short cycle times, which is really crucial when it comes to manufacturing large series.
Our partner is internationally synonymous with future-oriented and cross-technology system and process solutions
New manufacturing technique demands precise temperature monitoring
Our partner is internationally synonymous with future-oriented and cross-technology system and process solutions
With its FiberForm process, KraussMaffei has developed a new technique for producing parts like this to a high standard of quality. Continuous fiber-reinforced thermoplastic semi-finished products known as organo sheets serve as the base material here. These large-format semi-finished products can be made up of glass, carbon, aramid, or composite fiber layers embedded in a thermoplastic matrix, for example polyamide or polypropylene.
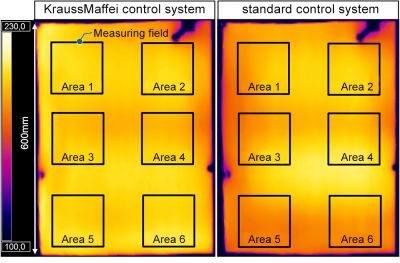
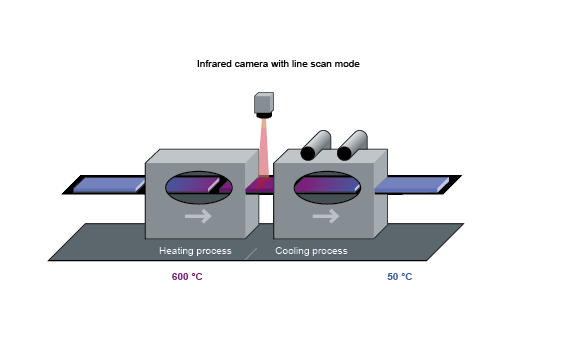
The organo sheets are first heated, then thermoformed into the desired shape, before being back-injection molded. The first step in this FiberForm process, that of heating the semi-finished products, is very significant; if the process as a whole is to be successful, the temperature must be as uniform as possible over the whole surface of the organo sheets. The sheets are heated in special ovens containing infrared radiators. There are two important conditions here: the organo sheets should be heated as quickly as possible and the temperature should be distributed very homogeneously across their entire surface.

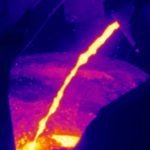
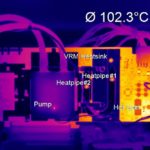
In the infrared heating system of KraussMaffei the semi-finished products are heated up to the due temperature. The infrared thermometers are located behind the recess (white arrow).
New measuring and control technology
KraussMaffei has developed an infrared heating technology for this process, which guarantees homogeneous, fast heating of the organo sheets. In the standard version, up to 72 infrared radiators are integrated into the heating system, depending on its size. “The temperature controller used to operate the individual infrared radiators presented the developers with a huge challenge,” explains Dr. Mesut Cetin, Head of Productmanagement, who helped bring the innovative new lightweight products to life.
Conventional, commercially available temperature controllers are simply not up to the task. “Standard temperature controllers work with just one infrared pyrometer to determine the temperature and control the heating station,” adds Christian Herrmann, Development Engineer, who was mainly involved in creating the new products. “We could not heat the semi-finished products quickly and achieve homogeneous temperature distribution across their entire surface using this method.” The acting times and the standard design of the controller were not appropriate to the task at hand, nor did they fulfill market requirements. What‘s more, standard controllers cannot give full consideration to the consequences of the entire system being heated over multiple cycles.
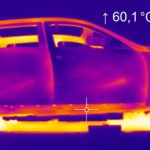
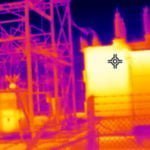
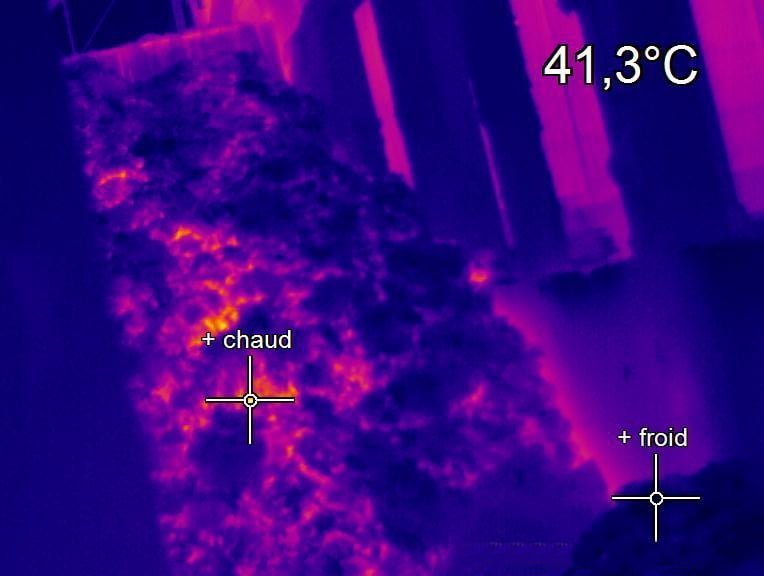
Results have been checked additionally with infrared camera.
Rugged pyrometers from a specialist manufacturer
CT LT22 pyrometers from Optris won out in the end. Herrmann explains the decision:
“There are lots of benefits of using these pyrometers in our applications.
They are really compact and able to withstand even the high ambient
temperatures that prevail right behind the infrared radiators, which
is where we install them.”
The pyrometers are made up of two parts. There is the compact sensor head, which is just 14 mm in diameter and works at ambient temperatures up to 180 °C without cooling. Then there is the remote electronic system, where the parameters are set, which can be installed quite some distance away from the sensor itself.
In this particular application, the electronic system is installed outside of the infrared heating system. The sensor head can be equipped with an optional air purge collar to prevent the optics being contaminated by dust or spray mist. “Alongside the compact design, this extra was very important to us, because dust loads are always to be expected in the plastics industry,” points out Herrmann.
Intelligent control technology
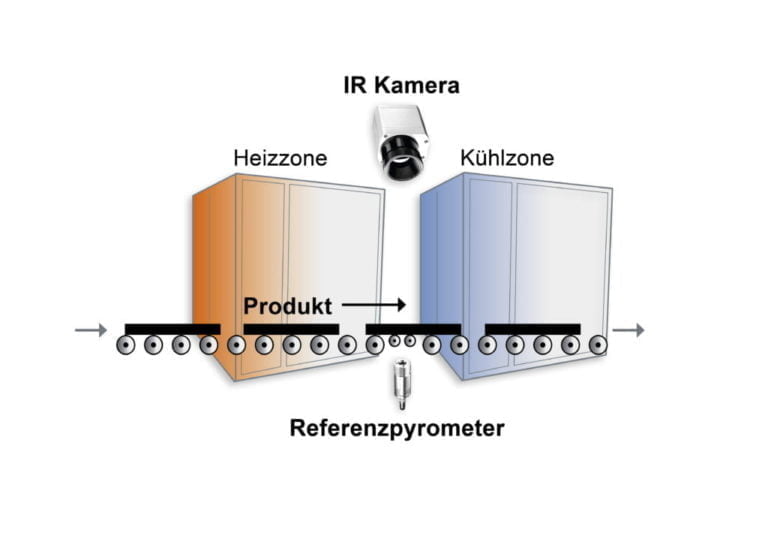
The software used to control the temperature of the new heating system comprises one external and several internal closed-loop systems. First of all, one pyrometer is assigned to each heating zone. The external closed-loop system then monitors the overall temperature, while taking how the various zones affect one another into account too. Industrial PCs provide the temperature control hardware. The pyrometers are connected via a 4 to 20 mA current output, which is included in Optris pyrometers as standard.
The infrared heating technology developed by KraussMaffei can be integrated into a production facility on both a hardware and a software level. From a mechanical point of view, it is connected to an injection molding machine via the standardized Euromap 18 interface, so KraussMaffei infrared heating technology can even be retrofitted into injection molding machines that are already installed. The hardware and software solution for controlling the temperature of the infrared heating system also has to communicate seamlessly with the controller of the injection molding machine, which is why the heating technology is fully integrated into the KraussMaffei MC6 injection molding machine controller.

User interface at the plant.
Reliable series production
The infrared heating technology not only heats the organo sheets really homogeneously, but also very quickly. This is an important issue when it comes to series production, along with the fact that the ovens have to run reliably.
This has a bearing on the control technology as well as the mechanics. In the worst-case scenario, one failed pyrometer could bring production to a complete stop. Therefore, reliable components are absolutely indispensable.
“Since we have been using Optris pyrometers
– and we started way back in 2010 –
we have not had a single device failure,”
says Dr. Cetin, summing up his company‘s positive experience with Optris temperature measurement technology quite nicely.
Advantages at a glance
- Infrared thermometer in compact design; usable in a wide variety of applications
- Deploayable in high ambient temperatures as electronics and sensing head are separated from one another
- Air purge collar enables use in harsh environments
- Fail safe sensors ensure homogeneous surface temperatures
- Non-contact sensors are easily integrated into process system
Authors
Dr. Mesut Cetin, KraussMaffei
Head of Productmanagement
Christian Herrmann, KraussMaffei
Development Engineer Lightweight Construction
Dipl.-Ing. Torsten Czech, Optris
Head of Product Management
Further Case Studies


Contact for Advice and Sales Worldwide
We offer comprehensive advice for your individual applications
Our experienced application engineers ensure competent and reliable customer service in the field. In addition, Optris works closely with numerous distribution partners worldwide.
International
Ferdinand-Buisson-Str. 14
13127 Berlin, Germany
Phone: +49 30 500 197-0
E-Mail: sales@optris.com
Internet: www.optris.com
Managing Director:
Dr.-Ing. Ulrich Kienitz
