
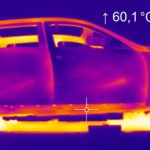















During the production of injection moulding parts, dimensional stability is of importance. During the injection moulding process the plastic melting is injected with pressure into the temperated tool. The outer skin of the produced component is already set when it is separated. It stabilises the component, as the middle of the component is mostly still liquid and the saved heat slowly gets to the outside. If too much heat is saved in the component during separation, distortion can take place. The result: The dimensions do not fit any longer.
The optris PI thermal imager contributes to the optimisation of the tool temperature via the heating and cooling systems. A 120 Hz online monitoring can detect the maximum component temperature after separation. Reaction to temperature changes can therefore take place. The closing time needs to be raised if the temperature is above the specifications; if the temperature is below the specifications, the closing time needs to be shortened.
Until now, only samples of the temperature were taken and longer closing times set up precautionally – a huge waste of capacities. The optris PI infrared camera comes in handy for the production of injection moulding parts. The camera monitors the temperature of the production without disruption and without contacting the parts. The productivity increases as more components can be produced at the same time.

